


铝合金在我们日常生活中应用非常广泛,而真空钎焊在一些铝合金产品加工中非常重要。
今天,我们就来谈一谈铝合金真空钎焊的原理与钎焊用料。
铝合金的优点
铝合金以其重量轻、耐腐蚀性好、导热导电性优良等特点广泛用于航空航天、建筑、电器、汽车、船舶等部门,并且用量不断增加,长期以来一直被认为是制作热交换器、波导及其它许多复杂构件的结构材料。
铝合金的加工工艺在其产品制造 中起着非常重要的作用,而重要方法之一就是不需任何钎剂的真空钎焊工艺。
因其具有许多优点:
无需焊前和焊后的复杂清理工作,操作简化,避免了因钎剂造成的夹渣,在结构中不残留钎剂而保证其耐腐蚀性、生产率高等,从现在和未来的环境保护观念考虑,铝合金真空钎焊的应用必将越来越广泛。
铝合金真空钎焊的原理
铝合金表面有一层致密且十分稳定的氧化膜 Al2O3,是熔化钎料润湿母材的主要障碍。
单纯依靠真空条件难以去除氧化膜,必须同时借助于某些金属活化剂,如镁Mg,铋Bi 等。早期有人认为通过 Mg 的作用可达到去膜的目的。
这是因为: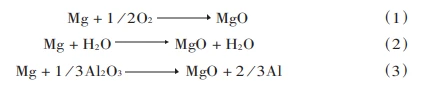
从这几个反应式得出的观点认为一方面 Mg 与真空中残 存的 O2 和 H2O 反应,消除它们对铝的有害作用;
另一方面, 也是最重要的就是反应式 (3),Mg 与母材表面的 Al2O3 起还原反应而达到直接去除氧化膜的目的。
但此后的大量研究表明, 母材氧化膜并未完全去除,故对去膜提出了新的观点,Mg 除 了起消除环境中 O2 和 H2O 的作用外,Mg 蒸汽渗入膜下表材层与扩散的 Si 一起,使表层形成低熔点的 Al-Si-Mg 合金而熔化,从而破坏了表面氧化膜与母材的结合,使熔化的钎料得以润湿母材,在膜下母材上铺展,并将表面膜浮起而去除。
虽然已有大量的研究和试验使铝合金真空钎焊在工业中得到普遍应用,但是对实际生产中出现的许多报废钎焊接头,却无法作出合理的解释。
铝合金真空钎焊对参数的细微变化很敏感,不同厂家预制的钎焊合金包覆层尽管成分都在规定的范围内,也经常出现钎焊接头的明显不同。
至今,由于对铝合金真空钎焊机理 缺乏真正准确的认识,制定理想的真空钎焊工艺就受到了很大的限制,在很大程度上仍根据平常所积累实际经验进行。
铝合金真空钎焊用钎料
大多数钎焊合金都是基于 Al-Si 系统,其中 w(si) 一般在 7% ~ 12% 。这一系列的钎料无论在钎焊性、强度和母材色泽一致性、镀覆性和抗腐蚀性都极佳,是少有的优良钎料,特别是这类钎料可以进行变质处理,大大增加钎焊接头的韧性和抗弯强度。
w(si) 为 11.7% 时的 Al-Si 系统为共晶体系,共晶温度为 577°C ,这一成分的钎料是生产中常用的标准钎料, 适于钎焊多种熔点相对较高的铝合金,如 3A21。
在 Al-Si 钎料 中加入 Mg 及其它元素可以配制新的钎焊合金,但铝钎料中不能加入Zn 等低沸点元素,否则,会对真空钎焊炉造成极大的污染。
常用的钎料成分及钎焊温度范围见下表1: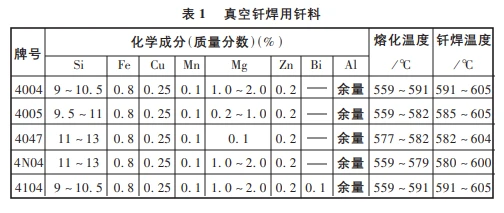
此外,钎焊复合板也是普遍采用的方法,即在结构母体金属上单面或双面包覆一层钎焊合金,其有关数据见下表2: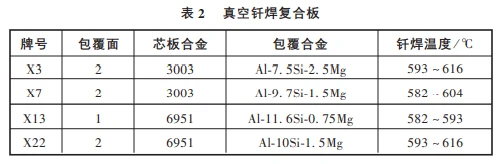
真空钎焊复合板比线材、带材或粉末等使用起来要方便得 多,可方便地用来制作复杂部件。
当钎焊板上的包覆金属熔化时可以直接润湿结合母材,立刻填隙,接头只需轻微扩散就可形成。
为了降低铝钎料的熔点,研制了 Al-Si-Ge 系钎料,这类钎料最多可将其熔点降低到 423°C ,且钎料的流动性好,铺展性极佳,但是 Ge 的加入则使钎料的脆性大大增加,抗腐蚀性能变坏,且色泽较深,根本不能作为实用的真空钎焊用钎料。
相关资料认为该体系合金经 Na、Sr、La 等元素变质处理后性能有较大改善,证明是很有意义的钎料合金,钎焊工艺甚佳。
若深入研究,应该会得到综合性能更好的钎料合金。
此外,还有文献报道了 Al-Si-Ge 钎料,这个体系的相图表明此体系中有一个包晶共晶点, w(Si)=13%,w(Be)=0.5%. 所取的成分即包晶共晶点,其温度 571°C 比 Al-Si 共晶要低 6°C 。
经 Sr 和 La 的联合变质后,钎料的强度明显提高。但其熔点仍然较高,不适合于钎焊如 6061 等高强铝合金。如能进一步降低熔点,该体系的钎料将是很有前途的。
目前,虽然配制出一些试验室中可用的低熔点真空钎焊用钎料合金,但真正具有一定耐腐蚀性和较好力学性能的钎料合金仍然未达到适合工业生产的要求。